游標卡尺是工程量測和工件量測必備的工具之一.
這其中的原理和使用方法,意外的發現有許多使用者不是那麼的清楚!
例如,如何讀到小數點第一位或第二位,竟然有人回答是用感覺的!
這個答案讓我有點嚇到!
另外,游標卡尺還有其他哪些功能,以下簡單介紹,提供給有需要的人參考~
一般游標卡尺台灣業界稱為norisu(瞜力絲),日本稱為nogisu(ノギス),
德國稱為nonuth,美國稱為vernier.
名稱的由來主要是由發明游標卡尺的人名來命名.
[部位名稱]

[種類]
游標卡尺主要分為M型(M1&M2)和CM型以及CB型三大類,一般較常使用的為M1型游標卡尺.
<M型游標卡尺>
(圖1)

M1型的游標卡尺(圖1)無微動調整功能
(圖2)

M2型(圖2)則有微動調整功能
微動調整可使測爪量測時更為方便容易.兩者都具有量測外側、內側和深度之功能!
唯有M型游標卡尺有上述四種測量功能.
<C型游標卡尺>
(圖3)

CM型(圖3)和CB型(附方型框),與外側和內側測定面為同一面,兩者都具有微動調整功能.
[使用方法與讀錶方法]
量測方法是由本尺和副尺的刻度來量測工件的距離.
測量時,勿使用過度的測定力,
讀刻度時,應由刻度正面讀刻度,以免造成誤差!
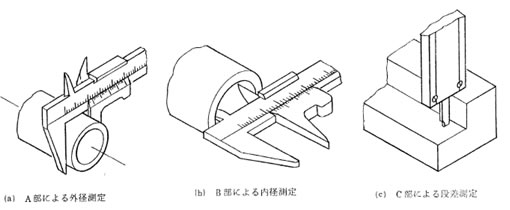
測量外側,工件需靠近主尺根部,
測量內側,內爪必須平行貼緊於工件內部,以利達到最佳量測位置.
測量深度,將深度測量桿垂直於測定面,可測得深度距離.
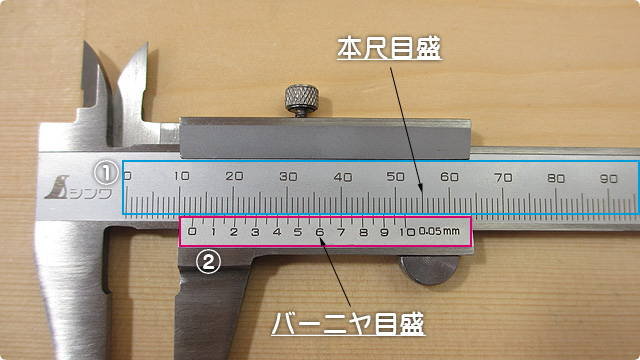
①為主尺刻度,規格有0-150mm,0-200mm,0-300mm,0-600mm,0-1000mm
②為副尺刻度,表示小數點第一位和第二位,
以及可量測精度有0.1mm,0.05mm,0,02mm,0.01mm等規格.
範例一
讀錶方式:
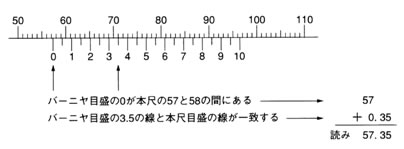
1.先讀副尺刻度0位於主尺57-58mm之間,整數單位為57mm
2.再讀副尺刻度與主尺刻度線對齊處之刻度,如上圖對齊3.5之刻度,即為0.35mm
故上圖主尺刻度與副尺刻度所量測數據相加後,可得57.35mm之量測數據.
範例二

讀錶方式:
1.先讀副尺刻度0位於主尺70-71mm之間,整數單位為70mm
2.再讀副尺刻度與主尺刻度線對齊處之刻度,如上圖對齊5之刻度,即為0.5mm
故上圖主尺刻度與副尺刻度所量測數據相加後,可得70.5mm之量測數據.
以上,提供各位參考,有更多的五金技術交流,在FB【佳新機械五金專頁】,歡迎加入討論,謝謝~

 留言列表
留言列表